1.前言
现阶段,在汽车工业领域中,紧固件(螺栓和螺母等)材料表面普遍使用电镀锌处理技术,然而电镀锌存在着耐蚀性不理想、三废排放污染等问题。而且,紧固件多与异金属(热轧钢和铝合金等)部连接使用,在腐蚀过程中,镀锌层电位较负,作为阳极性涂层,与其他部件构成腐蚀电偶,导致镀层腐蚀过程加速,破坏严重,未能对基体提供足够的防护。因此,对于紧固件处理工艺,亟待寻求新兴的表面处理技术替代传统镀锌层的使用。
目前,新兴的表面处理技术主要有无铬锌铝涂层(以下称锌铝涂层)和电镀锌镍合金涂层(以下称锌镍镀层)等。锌铝涂层是由达克罗发展而来的一种新型涂层,是由金属粉(锌粉、铝粉)、纯化剂、粘结剂、去离子水及一些有机物组成的高分散混合溶液固化后形成的,具有耐蚀性、耐热性、耐有机溶剂、无污染、无氢脆、对不规则或有孔隙零件涂覆均匀,适用于多种材料等优点,是一种非常有发展潜力的新型防护涂层。锌镍镀层同样作为一种新型高耐蚀性合金镀层也得到越来越广泛的应用。锌镍合金(其中含Ni为10%~20%,质量分数)的防蚀性能比纯Zn要优越得多,据国内外资料报道,相同厚度的锌镍和纯Zn镀层,前者抗蚀性比后者要高几倍乃至十多倍,同时该合金具有优良的抗盐雾腐蚀性及低氢脆性,可代替剧毒Cr镀层,有利于环境保护。锌镍镀层与基体结合力强,可焊性、成型性及拉伸性良好,熔点及硬度也比纯Zn高。总的来说,对于汽车紧固件,锌铝涂层与锌镍镀层是两种非常有潜力替代纯Zn镀层的表面处理技术,有望大范围推广应用。
虽然,国内外学者针对两种涂层的制备技术以及耐腐蚀性能进行了大量研宄,但是鲜有以汽车紧固件与异金属连接的腐蚀问题为背景,研宄经锌铝涂层和锌镍涂层处理后的钢板与热轧钢材料偶接后的电偶腐蚀行为研宄。因此,本文基于中国一汽公司已有工艺,在ST12钢板上分别制备了锌铝涂层和锌镍镀层,利用电化学手段研宄了经两种涂层处理后的钢材与热轧钢材的电偶腐蚀行为。
2.实验方法
2.1试样制备
为满足实际应用过程的颜色需求,分别制备了银白色和黑色的两种涂层。实验用基体材料为ST12冷轧钢,其化学成分(质量分数,%)为:C≤0.10,Mn≤0.50,P≤0.035,S≤0.035,Fe余量。对电偶材料为S≤400热轧钢,其化学成分(质量分数,%)为:P≤0.05,S≤0.05,Fe余量。
锌铝涂层处理所用处理液的主要成分为:片状Zn粉(片径10~30urn)占25%(质量分数,以下相同),片状A1粉(片径5~10nm)占8%,硅烷偶联剂KH-560占10%,丙烯酸树脂占15%,增稠剂纤维素占10%,分散剂OP-10占6%,色浆占4%,其余为水。按照上述配比配制锌铝涂层处理液,用磁力搅拌器连续搅拌使锌铝粉充分分散。
试样尺寸为35mm×150mm×1mm,经打磨、除锈、去脂、干燥后,喷覆涂层。锌铝涂层采用F75型喷枪在试样上匀速喷涂处理液(工作压力0.8MPa,喷涂距离20cm,喷枪移动速率30cm/s)后,将试样放入101-1S型烘箱内于80℃下烘干10min,再将其放入烧结炉中于300℃下烧结20min,空冷后得到锌铝涂层。锌铝涂层的本色为银白色,在汽车工业中银白色和黑色是最为常用的两种颜色,本实验通过添加黑色浆得到黑色锌铝涂层。
锌镍镀层镀液的主要成分为:NiS04?6H2012~18g/L,NaOH100-140g/L,ZnO8-12g/L,络合剂A30-60g/L,添加剂B1-2mL/L,光亮剂C4-6mL/L。锌镍镀层采用挂镀的方法制备,阴极移动进行搅拌,使用直流电源保持恒定的电流,阴极电流密度为3~4A/dm2,施镀温度30~40℃,电镀时间为30min,得到银白色的锌镍镀层。涂层制备完毕后分别进行本色钝化、黑色钝化,得到银白色与黑色的锌镍镀层。清洗、干燥后放置于干燥器中预留测试使用。
2.2实验过程
采用PhilipsFEGXL30扫描电子显微镜(SEM)观察锌铝涂层以及锌镍镀层表面微观形貌,并且使用自带能谱仪(EDX)部件分析涂层的元素成分。
采用AMETEKP4000型电化学工作站进行电化学测试:腐蚀介质为3.5%NaClC质量分数)水溶液,测试温度25℃。极化曲线采用标准三电极系统,参比电极为饱和甘汞电极,辅助电极为Pt电极。实验在3.5%NaCl溶液中进行,温度控制在25℃,扫描频率为0.166mV/s。极化曲线采用CView软件进行拟合。电偶实验按照HB5374-1987标准进行,涂层试样和SS400试样棱角等非测试区域均采用石蜡封闭,实验部位表面积约为56cm2,试样间距5mm,测试时间为20h,参比电极为饱和甘汞电极。
3.结果与讨论
3.1微观形貌及元素成分
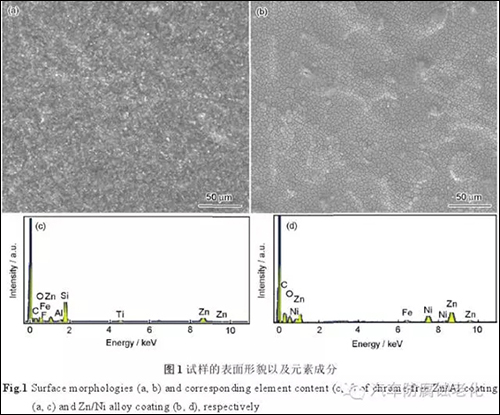
图1为锌铝涂层和锌镍镀层试样的表面形貌以及元素成分。由图la可见,锌铝涂层中鳞片状锌、铝粉堆叠粘接在一起,锌粉、铝粉分布较均匀,无明显的团聚现象。涂层表面没有明显的裂纹,均匀致密,能够有效地阻止Cl-等腐蚀介质渗入基体,具有较好的遮蔽作用。图lc中,锌铝涂层的主要组成成分为Zn和A1,两种金属粉末在腐蚀过程中将作为牺牲阳极,对基体具有阴极保护的作用。图lb中锌镍合金镀层晶粒均匀、细密,没有明显的裂纹,可以起到较好的阻挡作用。图1d显示镀层中含有Zn和Ni,其中Zn在腐蚀过程中同样对基体具有阴极保护的作用。
3.2极化曲线分析
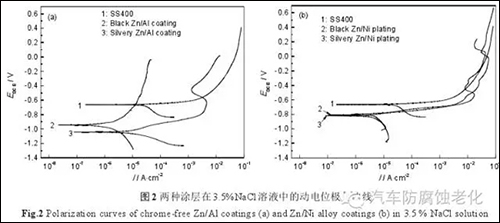
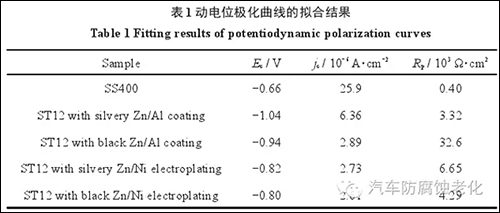
由图2a可以看出,银白色和黑色锌铝涂层的自腐蚀电位五。分别为-1.04和-0.94V,SS400热乳钢的自腐蚀电位为-0.66V,加入色浆使得黑色锌铝涂层的自腐蚀电位提高。图2b中,银白和黑色钝化锌镜合金镀层的自腐蚀电位分别-0.82和-0.80V。经两种涂层处理后ST12的腐蚀电位均低于热轧钢的,两种涂层都作为阳极性涂层,偶接后,将首先发生ST12表面涂层的腐蚀,并且电偶对加速涂层的腐蚀过程。由于接触电位差越大,电偶腐蚀的推动力越大,金属腐蚀越严重,因此,在腐蚀过程中,电偶对对锌铝涂层的腐蚀反应推动力要大于对锌镍镀层的推动力。动电位极化曲线的拟合结果如表1所示,可以看出锌镍镀层的自腐蚀电流要小于锌铝涂层的,表明锌镍涂层自身耐腐蚀性要优于锌铝涂层。
3.3不同涂层对电偶腐蚀电位的影响
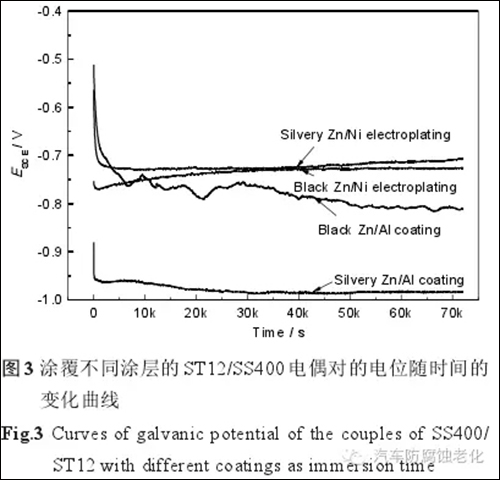
图3为4个电偶对在20h标准电偶腐蚀处理过程中电偶电位随时间的变化曲线。可以看出,银白色锌铝涂层ST12/SS400电偶对的电位最负,稳定在-0.98V附近;其次是黑色锌铝涂层ST12/SS400电偶对的电位,稳定在约-0.82V。银白色和黑色锌铝涂层ST12偶接后与偶接前的电位差分别为0.06和0.12V。银白色锌镍镀层ST12/SS400电偶对的电位约为-0.73V;黑色锌镍镀层ST12/SS400电偶对的电位约为-0.72V。银白色和黑色锌镍镀层偶接后与偶接前的电位差分别为0.09和0.08V虽然,银白色锌铝涂层偶接前后电位差较小,由于与SS400偶接相当于把ST12试样阳极化到电偶电位,结合极化曲线(图2)可以看出,银白色锌铝涂层在阳极化0.06V后腐蚀电流却大于黑色锌铝涂层的,银白色和黑色锌镍镀层阳极化0.09和0.08V后腐蚀电流大小相似,均小于锌铝涂层的。因此,可以推断在电偶腐蚀过程中,锌铝涂层的腐蚀速率要大于锌镍镀层的。
3.4不同涂层对电偶腐蚀电流的影响
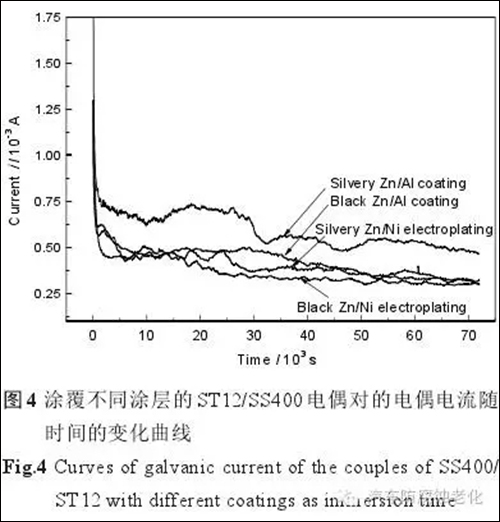
为了进一步分析4个电偶对对于不同涂层处理后ST12钢板的电偶腐蚀加速作用,测量了20h标准电偶腐蚀处理过程中电偶电流随时间的变化曲线C如图4所示)。将图中20h的腐蚀电流取平均,并精确测量实验面积,计算得到各电偶对的平均腐蚀电流密度。经银白色锌铝涂层处理的ST12/SS400电偶对的电偶腐蚀电流最大(10.66nA/cm:),黑色锌铝涂层次之(9.50nA/cm2),银白色锌镍镀层再次之(8.15(iA/cm2),黑色锌镍镀层最小(6.56jxA/cm2)。表明在电偶腐蚀过程中,电偶对对锌铝涂层的腐蚀加速作用要大于对锌镍镀层的加速作用。
3.5涂覆不同涂层的ST12/SS400热轧钢的电偶腐蚀行为分析
从腐蚀学原理来说,两金属偶合后的电偶电流密度与开路电位、偶合电位、极化率有关,接触电位差越大,阳极金属极化率越低,电偶腐蚀的推动力越大。同时,阳极金属的自腐蚀性越差,阳极金属的腐蚀越严重。实验发现,不论是与哪种涂层处理过的ST12试样偶接,SS400热轧钢试样在实验周期内都没有发生明显的腐蚀现象,试样表面基本没有变化。SS400热轧钢电极电位较正,都处于腐蚀电偶的阴极,受到保护,而涂层处理的ST12试样则处于阳极,腐蚀过程加速,ST12表面的涂层都是阳极性涂层,涂层首先发生腐蚀。银白色锌铝涂层偶接前后电位差最小,但其自腐蚀电流最大,且阳极极化率较小,整体表现出电偶腐蚀速率最大。黑色锌招涂层虽偶接前后电位差大,但自腐蚀电流小,且极化率最大,电偶腐蚀速率小于银白色锌铝涂层。锌镍镀层的自腐蚀电流和偶接前后电位差小于黑色锌铝涂层,虽极化率小于黑色锌铝涂层,但整体电偶腐蚀速率要小于黑色锌铝涂层。
锌铝涂层中,Zn粉和A1粉都是作为腐蚀电偶的阳极,腐蚀被加速,而且,Zn粉和A1粉依靠树脂粘接在一起,不可避免具有较多缝隙,使腐蚀介质可以渗透到涂层内部,导致Zn粉和A1粉腐蚀。虽然锌铝涂层在阳极极化率较大,但涂层自腐蚀电位较负,且自身腐蚀速率大,在与热轧钢偶接后,整体腐蚀速率较大。锌镍镀层中,Ni的存在使合金镀层的自腐蚀电位高于纯Zn镀层,与钢铁之间的电位差小。虽然仍是腐蚀电偶的阳极,相比于锌铝涂层,锌镍镀层自腐蚀电位较正,且自身腐蚀速率小,在与热轧钢偶接后,整体腐蚀速率较小,因此,在汽车工业中,锌镍镀层有潜力替代纯Zn镀层,成为汽车工业中紧固件表面处理的优选工艺。
4.结论
(1)经锌铝涂层处理后ST12的腐蚀电位均低于锌镍合金镀层,在腐蚀过程中,电偶对对锌铝涂层的腐蚀反应推动力要大于对锌镍镀层的推动力。
(2)经银白色和黑色锌铝涂层处理的ST12/SS400电偶对的电偶腐蚀电流分别为10.66和9.50nA/cm2,经银白色和黑色锌镍镀层处理的ST12/SS400电偶对的电偶腐蚀电流分别为8.15和6.56nA/cm2,可见电偶对对锌铝涂层的腐蚀加速作用要大于对锌镍镀层的。
(3)锌铝涂层和锌镍镀层均为阳极性涂层,虽然锌铝涂层在阳极极化率较大,但涂层自腐蚀电位较负,且自身腐蚀速率大,在与热轧钢偶接后,整体腐蚀速率较大。相比于锌铝涂层,Ni的存在使锌镍镀层自腐蚀电位较正,且自身腐蚀速率小,在与热轧钢偶接后,整体腐蚀速率较小。